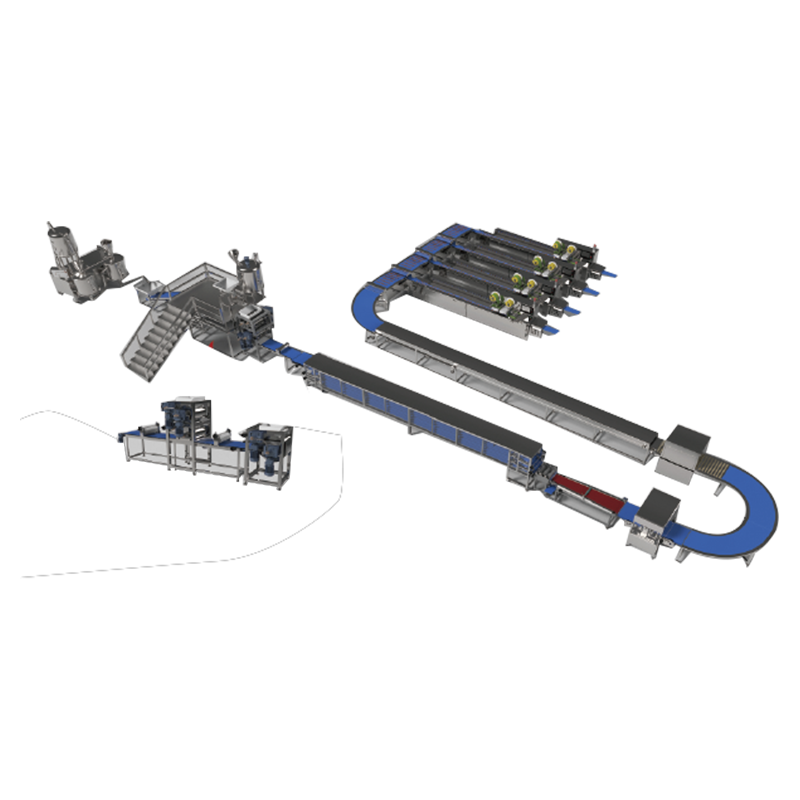
A Linka na zpracování čokoládových tyčinek Snicker je integrovaná sada zařízení na výrobu potravin navržená k výrobě vrstvených čokoládových cukrářských tyčinek ve velkém měřítku. Hlavní závěr je jasný: kompletní a dobře nakonfigurovaná výrobní linka Snicker může dosahovat výkonů 150–600 kg/hod. v závislosti na stupni zařízení, úrovni automatizace a specifikaci produktu. To z něj dělá jeden z nejúčinnějších formátů pro velkoobjemovou výrobu čokoládových tyčinek.
Linka obvykle zvládá každou fázi od vaření nugátu a přípravy karamelu až po vrstvení arašídů, potahování čokoládou, chlazení, krájení a konečné balení – to vše v rámci nepřetržitého automatického toku. Pochopení toho, jak jednotlivé moduly fungují, pomáhá výrobcům optimalizovat výtěžnost, snižovat množství odpadu a udržovat stálou kvalitu produktu.
Standard Výrobní linka Snicker sleduje logický sled fází zpracování. Každá fáze přispívá ke strukturální integritě a senzorické kvalitě konečné tyčinky.
Základní vrstvou tyčinky ve stylu Snicker je nugát, který se vyrábí smícháním provzdušněného cukrového sirupu, glukózy, vaječného bílku a tuku v kontinuálním nebo dávkovém mixéru. Nugát je poté uložen na dopravní pás nebo do formovače desek, kde je lisován do a rovnoměrná tloušťka typicky mezi 10–20 mm . Konzistentní textura v této fázi je rozhodující pro přesnost následného řezání.
Karamel se připravuje v kontinuálním karamelovém hrnci, který kombinuje cukr, glukózový sirup, smetanu nebo tuk a emulgátory za kontrolovaného tepla. Uvařený karamel se nanese na nugátovou vrstvu, zatímco je stále poddajný. Teplota karamelu při ukládání se obvykle udržuje mezi 60–75 °C aby byla zajištěna správná přilnavost bez deformace nugátu pod ním.
Celé nebo napůl opražené arašídy jsou rovnoměrně rozmístěny po karamelovém povrchu pomocí vibračního podavače nebo válečkového aplikátoru. Jemný přítlačný válec zajišťuje, že arašídy jsou zapuštěny do karamelové vrstvy. Rovnoměrnost pokrytí arašídů přímo ovlivňuje vizuální konzistenci a přesnost hmotnosti v hotovém baru.
Sestavená deska – skládající se z nugátu, karamelu a arašídů – prochází chladicím tunelem, kde jsou teploty sníženy na pod 18°C . To zpevní strukturu před řezáním. Rotační nebo drátová řezačka pak rozděluje desku na jednotlivé kusy o velikosti tyče s minimální ztrátou produktu.
Jednotlivé tyčinky procházejí čokoládovým potahem, kde se temperuje čokoláda (typicky při 29–32 °C pro tmavé nebo mléčné varianty) rovnoměrně pokryje všechny povrchy. Vzduchový ventilátor odstraňuje přebytečnou čokoládu ze dna a vibrační stůl vyhlazuje povrchový povlak předtím, než tyčinky vstoupí do konečného chladicího tunelu.
Po enrobing, bary cestovat přes chlazený tunel u 8–14 °C několik minut, aby čokoládová skořápka ztuhla. Plně ztuhlé tyčinky jsou poté přeneseny do automatizovaných strojů pro průběžné balení nebo balení do polštářů, čímž se dokončí výrobní cyklus.
Každá fáze zpracování vyžaduje specializované vybavení. Níže je uveden přehled primárních strojních součástí a jejich funkčních rolí:
| Vybavení | Funkce | Klíčový parametr |
|---|---|---|
| Míchačka a formovač nugátu | Provzdušňuje a tvaruje nugátovou základní vrstvu | Výkon: 100–500 kg/h |
| Karamelový vařič | Vaří a ukládá karamel při kontrolované teplotě | Teplota: 60–75°C |
| Podavač/aplikátor arašídů | Rozmístí arašídy rovnoměrně po karamelu | Rovnoměrnost pokrytí ±3 % |
| Chladící tunel | Zpevňuje vrstvenou desku pro řezání | Teplota tunelu: 10–18°C |
| Rotační / drátová řezačka | Řeže desku na jednotlivé tyče | Rychlost řezání: až 120 řezů/min |
| Čokoládový Enrober | Potahuje tyčinky temperovanou čokoládou | Teplota čokolády: 29–32°C |
| Konečný chladicí tunel | Nastaví čokoládovou skořápku | Teplota tunelu: 8–14°C |
| Průtokový obal / balicí stroj | Samostatně balí hotové tyčinky | Rychlost: až 600 barů/min |
Moderní linky na zpracování čokoládových tyčinek Snicker jsou k dispozici ve třech obecných automatizačních úrovních, z nichž každá je vhodná pro různá výrobní měřítka a investiční úrovně:
Pro výrobce střední třídy, který se zaměřuje na 500 000–1 000 000 tyčinek denně, by plně automatizovaná linka běžící rychlostí 400 kg/h s průměrnou hmotností tyče 50 g produkovala přibližně 8 000 barů za hodinu nebo 192 000 barů za 24hodinovou směnu .
Udržování stálé kvality tyče vyžaduje aktivní kontrolu na několika kontrolních bodech v rámci výrobní linky Snicker:
Potravinářský design je u linky na zpracování čokoládových tyčinek nesmlouvavý. Mezi klíčové principy designu patří:
I dobře nakonfigurované linky narážejí na opakující se problémy. Níže jsou uvedeny nejčastější výzvy a praktická řešení:
| Výzva | Příčina | Řešení |
|---|---|---|
| Karamel lepící se na vykrajovátka | Karamel je ve fázi řezání příliš teplý | Snižte teplotu chladicího tunelu desky o 2–3 °C |
| Nerovnoměrný čokoládový povlak | Čokoláda mimo rozsah teplot | Překalibrujte temperovací jednotku; zkontrolujte spouštěče tukového květu |
| Kolísání hmotnosti tyče >±3g | Nekonzistence tloušťky vrstvy nugátu nebo karamelu | Zkontrolujte trysky nakladače; překalibrovat bývalé válce |
| Arašídové prázdnoty v tyčinkách | Vibrace podavače jsou příliš vysoké nebo nízké | Nastavte frekvenci vibračního podavače; vyčistit senzory zásobníku |
| Nesouosost obalu | Změna délky tyče po řezání | Synchronizujte rychlost řezačky s rychlostí dopravního pásu |
Chladicí tunely a varné nádoby jsou nejvyššími spotřebiteli energie na výrobní lince Snicker, dohromady 55–70 % celkové spotřeby energie vedení . Mezi praktická opatření ke snížení nákladů na energii patří:
Dobře optimalizovaná plně automatizovaná linka dokáže vyrobit jeden kilogram hotové tyče přibližně 0,3–0,6 kWh v závislosti na klimatických podmínkách a uspořádání rostlin.
Kompletní řada zahrnující tvarování nugátu, karamel, aplikaci arašídů, potahování a balení obvykle vyžaduje Délka 40-80 metrů a 4–8 metrů na šířku, v závislosti na úrovni automatizace a konstrukci chladicího tunelu.
Ano. Díky nastavitelným odkladačům, modulárním formám a rekonfigurovatelným řezačkám může většina moderních linek přepínat mezi formáty. Doba přechodu je obvykle 20–45 minut .
Nejčastěji se používá mléčná čokoláda s obsahem kakaa 25–35 % . Enrober zpracuje jak předem temperovanou složenou čokoládu, tak skutečnou čokoládu v závislosti na specifikaci produktu.
Obvykle vyžaduje plně automatizovaná linka s rychlostí 400 kg/h 3–6 operátorů za směnu, zahrnující kontroly kvality, doplňování obalů a drobné úpravy.
Se správným čokoládovým polevou a balením flow-wrap je skladovatelnost hotových tyčinek obecně 9–12 měsíců při okolních teplotách pod 20°C.
Nugát je standardní základ, ale linku lze upravit tak, aby místo toho použila základní vrstvy sušenek, oplatek nebo cereálií, což z ní činí univerzální platformu pro různé formáty tyčinek.

 Továrna na strojní zařízení výrobní linky na výrobu čokolády
Továrna na strojní zařízení výrobní linky na výrobu čokolády

 中文简体
中文简体 English
English